
فرمت
محل ارائه خدمت: تهران
شماره تماس: 02191303797

محل ارائه خدمت: تهران
شماره تماس: 02191303797

محل ارائه خدمت: تهران
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: اصفهان
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: تهران
شماره تماس:
[UAS_loggedin]
مشاهده
تست ذرات مغناطیسی mt یا magnetic particle inspection یک روش تست غیر مخرب برای تشخیص عیوب سطحی یا نزدیک به سطح در مواد فرومغناطیسی است. مواد فرومغناطیس به موادی می گویند که در صورت قرار گرفتن در میدان مغناطیسی به آسانی خاصیت مغناطیسی میگیرند.
مواد فرومغناطیسی شامل بیشتر انواع آلیاژهای آهن، نیکل و کبالت میشود. این مواد خاصیت فرومغناطیسی خود را بالای دمای خاصی که به آن دمای کوری می گویند، از دست میدهند. دمای کوری برای آهن 770 درجه سانتیگراد و برای کبالت و نیکل به ترتیب 1134 و 354 درجه سانتیگراد است.
مبنای فرایند تست جوش mt این است که در صورت مغناطیسی شدن قطعه، وجود عیب در مسیر خطوط مغناطیسی موجب نشت میدان می شود. نشت میدان و در نتیجه وجود عیب در قطعه، به وسیله استفاده از ذرات ریز فرومغناطیسی روی سطح قطعه تشخیص داده میشوند. مکانیسم تشخیص قطعه به این صورت است که در تست mt ، نشت میدان موجب انحراف میدان مغناطیسی و تجمع ذرات مغناطیسی میشود. جمع شدن ذرات به این صورت، تشخیص مکان، شکل و ابعاد عیوب را میسر میکند. این ذرات مغناطیسی به شکل ذرات خشک یا ذرات خیس سوسپانسیون شده در مایعی مثل آب یا روغن، روی قطعه اعمال میشوند.

تست جوش MT
محدودیت بزرگ روش تست ذرات مغناطیسی mt این است که تنها برای مواد با خاصیت فرومغناطیس کاربرد دارد. عیوب مواد غیر فرومغناطیس مثل آلومینیوم، منیزیم و مس با تست mt قابل شناسایی نیست.
تست ذرات مغناطیسی mt روش خوبی برای شناسایی ترک های کوچک و سطحی است. ترک هایی که دهانه آن ها از حد خاصی بیشتر باشد، توسط تست جوش mt تشخیص داده نمیشوند. عیوبی نیز که با سطح، تقاطعی ندارند توسط تست ذرات مغناطیسی mt شناسایی میشوند، البته محدودیت هایی در رابطه با شناسایی این عیوب وجود دارد. اگر عیوب از سطح فاصله زیادی داشته باشند، حد تشخیص آن ها محدودتر میشود و باید ابعاد بیشتری داشته باشند تا توسط تست mt شناسایی شوند.

تست MT
عیوبی که در موازات خطوط میدان مغناطیسی باشند، به راحتی شناسایی نمیشوند و گاهی اوقات نیاز است که فرایند در جهت دیگری تکرار شود. تمیز کردن ذرات از روی سطح و مغناطیس زدایی بعد از فرایند از اهمیت بالایی برخوردار است. قطعات بزرگ تر نیاز به جریان های بسیار بیشتری دارند. اما از سوی دیگر ممکن است که اعمال جریان بسیار زیاد به یک نقطه موجب گرمایش شدید قطعه در آن نقطه شود.
مبنای تست ذرات مغناطیسی mt حرکت ذرات است. بنابراین هر عاملی که در موجب ممانعت در برابر حرکت ذرات فرومغناطیس بشود، باید از روی سطح قطعه حذف شود. به منظور حذف این آلودگی ها میتوان از روش های شیمیایی مثل محلول های قلیایی برای پاک کردن روغن، چربی و دوده استفاده کرد. محلول های اسیدی نیز به منظور از بین بردن پوسته اکسیدی استفاده میشوند. حلالهایی نظیر استون نیز برخی آلودگی های سطحی را حذف میکنند. از سوی دیگر میتوان از روش های مکانیکی استفاده کرد تا لایه های اکسیدی و رنگ یا چربی و روغن را از روی قطعه حذف کرد. این روش ها شامل برس و سنباده زنی یا استفاده از آب با فشار زیاد میشوند. لازم به ذکر است که سنباده زنی شدید ممکن است سطح قطعه را به حدی زبر کند که جلوی حرکت آسان پودر گرفته شود.
در تست mt ، مغناطیسی کردن قطعه به دو روش مستقیم و غیر مستقیم انجام میشود. در روش مستقیم، اعمال جریان روی خود قطعه انجام میشود. در روش غیرمستقیم میدان مغناطیسی بدون اتصال با قطعه و در برخی موارد نیز بدون جریان الکتریکی انجام میشود.

کویل تست ذرات مغناطیسی MT
مهمترین روش مستقیم برای تست ذرات مغناطیسی mt استفاده از دو prod یا میله استوانه ای هادی جریان است که روی قطعه قرار میگیرند و روی آن حرکت میکنند. میله های استفاده شده در تست ذرات مغناطیسی mt از جنس مس بوده و میدان مغناطیسی آن ها با فاصله دو میله و جریان استفاده شده بستگی دارد. استفاده از این میله ها در قطعات بزرگ بسیار رواج دارد، زیرا میتوان مساحت زیادی از قطعه را مورد بررسی قرار داد. بزرگترین مشکل این روش احتمال سوختگی موضعی قطعه توسط میله های حامل جریان است.

یوک تست ذرات مغناطیسی MT
در روش غیر مستقیم، میتوان میدان مغناطیسی را در قطعه، توسط یک سیم پیچ یا میله حامل جریان القا کرد. در این صورت قطعه از درون سیم پیچ رد میشود یا میله حامل جریان از درون قطعه عبور میکند و میدان مغناطیسی درون قطعه القا میشود. همچنین میتوان به جای جریان الکترومغناطیسی از آهنرباهای دائم نیز برای تست جوش mt استفاده کرد.
دستگاه یوک یکی از دستگاه های متداول در تست ذرات مغناطیسی mt است. این دستگاه از یک هسته و یک سیم پیچ یا یک آهنربای دائمی تشکیل شده است که بین دو پایه یوک ایجاد جریان مغناطیسی میکنند. دو پایه یوک ثابت یا قابل تنظیم هستند. پایه های قابل تنظیم یوک برای بازرسی قطعه هایی است که شکل بی قاعده ای دارند. جریان در یوک های الکترومغناطیسی به دو شکل جریان مستقیم و جریان متناوب است. جریان مستقیم قابلیت نفوذ بیشتری دارد و جریان متناوب سطح تشخیص بسیار بیشتری دارد که به بازرسی مساحت بیشتری از قطعه کمک میکند. یوک های دارای جریان متناوب به فرایند مغناطیس زدایی قطعه بعد از اتمام بازرسی نیز کمک میکنند.
پودر استفاده شده در تست ذرات مغناطیسی mt معمولا از جنس آهن، اکسید آهن، فریتی و نیکل ساخته میشود. این پودرها اغلب رنگ شده اند تا روی سطح قطعه راحت تر قابل تشخیص باشند و در مواردی نیز خاصیت فلورسانت دارند. پودر در تست ذرات مغناطیسی mt به دو صورت خشک و تر روی سطح قطعه اعمال میشود. در روش تست mt خشک، هیچ سیالی همراه پودر وجود ندارد. پودر خشک بازیابی راحت تری دارد اما حرکت پودرها و در نتیجه پخش شدن یکنواخت آنها دشوار تر است. پودر تر به شکل سوسپانسیون در آب و انواع مایعات روغنی و نفتی روی سطح قطعه اعمال میشود. پودر خیس بعد از پایان تست غیرمخرب امکان بازیابی ندارد و به طور یکنواخت روی سطح قطعه پخش نمیشود.

پرود تست ذرات مغناطیسی MT
در روش تست جوش mt خواص مغناطیسی پودر باید مناسب باشد تا به سادگی از محل خود حرکت کرده و به سمت محل عیب برود. پودرهای کروی حرکت راحتتری دارند، اما تبدیل آن ها به دو قطبی مغناطیسی سخت تر از پودرهای میله ای و سوزنی است. پودرهای بسیار درشت و سنگین به راحتی حرکت نمیکنند و پودرهای ریز نیز ممکن است در ناهمواری های قطعه گیر کنند و متحرک نباشند.
بزرگترین و مهمترین طبقه بندی عیوب قابل تشخیص توسط تست ذرات مغناطیسی mt شامل آن دسته عیوبی است که در سطح قطعه دیده میشود. ترک ها و عیوب سطحی به طور موثری با ذرات مغناطیسی تشخیص داده میشوند. ترک های سطحی یک قطعه مخرب تر از عیوب زیر سطح قطعه هستند. انواع ترکهای ایجاد شده طی ریخته گری، فورج و جوشکاری و همچنین ترک های خستگی ایجاد شده حین سرویس میتوانند بسیار مخرب باشند. این ترک ها موجب نشت میدان گسترده ای میشوند که تشخیص عیب را در تست جوش mt بسیار آسان میکند.

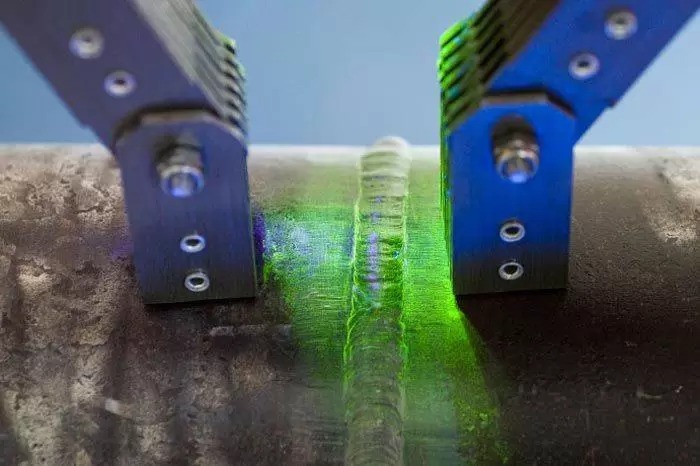
تست ذرات مغناطیسی با ذرات فلورسانت
برخی مشخصه های ترک و عیوب خطی دیگر مانند ردیفی از آخال های غیرفلزی موجب سهولت تشخیص آن ها حین بازرسی توسط تست ذرات مغناطیسی mt میشود. ترک هایی که بر خطوط میدان مغناطیسی عمود هستند، به راحتی تشخیص داده میشوند. ترک هایی که به سطح قطعه عمود هستند، ترک هایی که عرض بسیار کمی دارند یا نسبت طول به عرض آنها روی سطح قطعه زیاد است. این ترک ها نیز توسط تست ذرات مغناطیسی mt به راحتی تشخیص داده میشوند. تشخیص عیوب عمقی بیشتر توسط روش هایی مثل تست رادیوگرافی انجام میشود، اما پایین بودن هزینه تست ذرات مغناطیسی mt موجب مناسب بودن تست mt در شرایط خاص میشود. نفوذ ناقص در جوشکاری، حفرات انقباضی داخلی و آخال در ریخته گری از نمونه های عیوب زیر سطحی هستند که توسط تست ذرات مغناطیسی mt تشخیص داده میشوند.
هزینه تست ذرات مغناطیسی mt به نسبت بسیاری از روش های بازرسی غیرمخرب بسیار پایین است، در ضمن تجهیزات قابل حمل و کم هزینه ای دارد. بنابراین در بسیار از کاربردهای غیرحساس و سطحی که نیاز به تست سریع دارند، از این روش استفاده میشود. به عنوان مثال، حداکثر قیمت یوک در این روش معادل یک چهارم متوسط قیمت تجهیزات روش های بازرسی غیرمخرب تست التراسونیک ut و تست رادیوگرافی rt است. همین مسئله موجب کاهش چشمگیر هزینه تست ذرات مغناطیسی mt و محبوبیت این روش میشود. همچنین میتوان با تمهیداتی مثل استفاده از مایعات بر پایه آب به جای مایعات بر پایه نفت هزینه تست ذرات مغناطیسی mt را اندکی پایین تر آورد.









