
فرمت
محل ارائه خدمت: تهران
شماره تماس: 02191303797


محل ارائه خدمت: تهران
شماره تماس: 02191303797
محل ارائه خدمت: اراک
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: تبریز
شماره تماس:
[UAS_loggedin]
مشاهده
محل ارائه خدمت: مشهد
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: تهران
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: تهران
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: تهران
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: تبریز
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: مشهد
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: تهران
شماره تماس:
[UAS_loggedin]
مشاهده
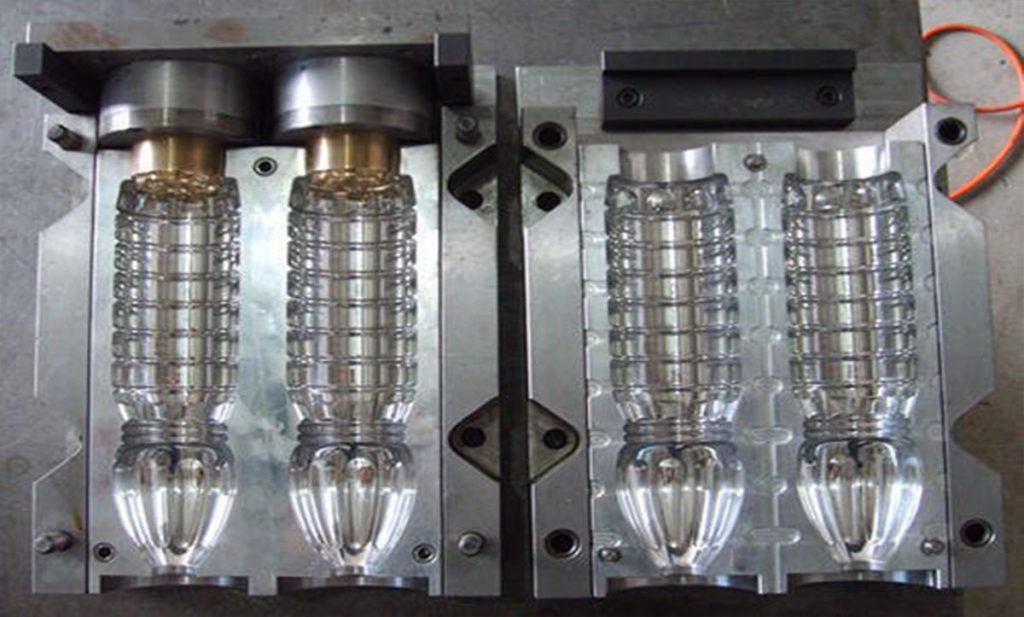
ساخت قالب تزریق پلاستیک به منظور انجام فرآیند قالب گیری تزریقی یا Injection Molding انجام می شود. قالب گیری تزریقی فرآیندی برای اعمال فشار به مواد به منظور وارد کردن مواد به درون قالب است. این فرآیند از آن رو قالب گیری تزریقی نامیده می شود که شباهت زیادی به عمل تزریق مایعات با سرنگ دارد.
ساخت قالب تزریق پلاستیک به گونه ای انجام می شود که موادی از جمله چسب های مصنوعی (پلاستیک ها) تحت گرمایش قرار گرفته و ذوب شوند. این مواد سپس به منظور سرد شدن و رسیدن به شکل مورد نظر تحت سرمایش قرار می گیرند. این فرآیند توانایی قالب گیری تزریقی طیف وسیعی از مواد پلیمری شامل همه ترموپلاستیک ها، برخی از ترموست ها و تعدادی از الاستومرها را دارد. این مواد قبل از وارد شدن به سیستم قالب گیری تزریقی شکل ساچمه یا پودر ریز دارند. انتخاب مواد بر اساس نوع طراحی و خواص فیزیکی و مکانیکی قطعه مد نظر انجام می شود. هر ماده ای که در این فرآیند استفاده می شود فشار تزریق، دمای تزریق، فشار قالب، فشار خروج و زمان قالب ریزی مخصوص به خود را دارد که در ساخت قالب تزریق پلاستیک لحاظ می شوند. هزینه ساخت قالب تزریق پلاستیک وابسته به حجم تولید، ابعاد قطعه و پیچیدگی قطعه است. حجم تولید بالا منجر به استهلاک سریع قالب تزریق پلاستیک و ایجاد سایش در حفره ها و دیواره سیلندر می شود. بنابراین در ساخت قالب تزریق پلاستیک در حجم تولید بالا باید از موادی ساخته شود که خواص مکانیکی بهتری دارند و گرانتر هستند. فولاد ابزار سختکاری شعله شده انتخاب مناسب و کم هزینه ای برای ساخت این نوع قالب است. ابعاد قطعه تاثیر مستقیم روی ابعاد ساخت قالب تزریق پلاستیک و ماشین قالب گیری تزریقی دارد. با افزایش حجم قالب، قطعا هزینه ساخت قالب تزریق پلاستیک نیز بیشتر می شود. پیچیدگی قطعه نهایی می تواند روی هزینه ساخت قالب تزریق پلاستیک تاثیر بگذارد. ماشین کاری حفره های پیچیده تر در قالب تزریق پلاستیک ، طراحی در راستای حفظ دقت ابعادی قطعه، حفظ کیفیت سطح قطعه و نیاز به ایجاد ماهیچه های جانبی یا ساختار های دیگر درون قالب پارامترهایی هستند که روی هزینه ساخت قالب تزریق پلاستیک تاثیر مستقیم دارند. در طراحی و ساخت قالب تزریق پلاستیک از اجزای بسیاری استفاده می شود که اشکال متفاوتی همچون ماشین های عمودی و افقی دارند. با این حال، بدون در نظر گرفتن طراحی، همه انواع قالب تزریق پلاستیک در ماشین های قالب گیری تزریقی از واحد تزریق و واحد چفت کننده، و یک یا چند قالب تشکیل می شوند. این واحد مسئولیت گرمایش و تزریق ماده را درون قالب تزریق پلاستیک دارد. اولین بخش این واحد قیف است. قیف محفظه که پلاستیک خام به درون آن ریخته می شود و مواد اولیه را درون سیلندر تغذیه می کند. سیلندر دارای مکانیسمی است که می تواند مواد را گرمایش داده و درون قالب تزریق پلاستیک تزریق کند. واحد تزریق در ساخت قالب تزریق پلاستیک معمولا به دو روش انجام می شود. روش اول شامل بازوی تزریق کننده و روش دوم شامل پیچ رفت و برگشتی برای انجام فرآیند پر کردن قالب تزریق پلاستیک است. در ماشین های دارای بازوی تزریق کننده، مواد اولیه به وسیله بازویی با نیروی هیدرولیک درون قالب، تزریق می شوند. در تکنولوژی معمول تر پیچ رفت و برگشتی، مواد پلاستیکی توسط موتورهای الکتریکی یا هیدرولیکی متصل به پیج با حرکت مارپیج به جلو می روند. حین چرخش، مواد اولیه تحت فشار، اصطکاک و گرمای ناشی از گرم کننده ها قرار گرفته و ذوب می شوند. سپس پلاستیک ذوب شده به سرعت از نازل انتهای سیلندر با فشار زیادی درون قالب تزریق می شود. این فشار زیاد موجب فشرده سازی پلاستیک و جلوگیری از تشکیل حفره در ماده جامد شده خواهد شد. پیش از تزریق مواد به درون قالب تزریق پلاستیک ، دو نیمه قالب بایستی در ابتدا به وسیله واحد چفت کننده به طور کامل محکم شوند. ساخت قالب تزریق پلاستیک به گونه ای انجام می شود که هر نیمه قالب به دو صفحه بزرگ متصل شود. نیمه جلویی قالب، که شامل حفره قالب است، در راستای سر نازل به صفحه ای ثابت وصل شده و نیمه عقبی قالب، که ماهیچه قالب نامیده می شود، به صفحه ای متحرک وصل است. موتور هیدرولیکی واحد چفت کننده صفحه متحرک را به سمت صفحه ثابت حرکت می دهد. در حین تزریق، نیرو به حدی اعمال می شود که در مدت زمان تزریق و سرمایش، قالب تزریق پلاستیک به هیچ وجه حرکت نکند. این نیرو از 5 تن تا 6000 تن برای مصارف مختلف و پلاستیک هایی با سفتی متفاوت قابل تغییر است. قطعات بزرگ تر نیز نیروی بیشتری نیاز دارند. در ساخت قالب تزریق پلاستیک سیستمی نیز برای جداسازی دو نیمه قالب و خارج کردن قطعه از قالب در این بخش تعبیه می شود. در ساخت قالب تزریق پلاستیک معمولا از فولاد سخت شده، آلیاژهای مس – برلیوم یا آلومینیوم استفاده می شود. دو نیمه قالب تزریق پلاستیک ، یعنی حفره قالب و ماهیچه قالب، در راستای خطی به اسم خط جدایش از هم مجزا می شوند. در راستای نازل و ورودی قالب تزریق پلاستیک راهگاه هایی تعبیه می شوند که مذاب را درون حفره هدایت کنند. در اغلب موارد، مذاب درون این راهگاه منجمد شده و نیاز به جداسازی بعد از ریخته گری دارد. اما در بعضی قالب ها در سیستم راهگاهی سیستم گرمایشی تعبیه شده که پلاستیک درون راهگاه ها را در مرحله بیرون اندازی ذوب کرده و خارج کند. به منظور لحاظ کردن تاثیر انقباض پلاستیک در مرحله انجماد، و جلوگیری از چسبیدن قطعه به قالب، زاویه ای باید در ساخت قالب تزریق پلاستیک لحاظ گردد که به آن زاویه شیب می گویند. برای ساخت قطعات پیچیده تر می توان از ماهیچه های جانبی استفاده کرد که تاثیری همانند ماهیچه های سیستم ریخته گری ماسه ای دارند. حفره سازی درون ساخت قالب تزریق پلاستیک با ماشینکاری معمولی یا ماشینکاری اسپارک انجام می شود. دستکاه های فرز CNC روش معمول ایجاد حفره درون قالب با پیچیدگی زیاد و دقت ابعادی بالا هستند و در مقایسه با روش های دیگر ماشینکاری دستی مدت زمان کمتری نیاز دارند. دستگاه های تخلیه الکتریکی یا اسپارک علاوه بر ایجاد حفره های پیچیده تری که با فرز CNC ممکن نیستند، امکان اعمال عملیات حرارتی در حین انجام ماشینکاری را نیز دارند. اخیرا از دستگاه های پرینت سه بعدی فلزات نیز برای ساخت این قالب ها استفاده می شود. چرخه فرآیند قالب گیری در ساخت قالب تزریق پلاستیک بسیار کوتاه است و معمولا بین دو ثانیه تا دو دقیقه به طول می انجامد. این چرخه در تمامی انواع قالب تزریق پلاستیک شامل چهار مرحله زیر است. هر دو نیمه قالب به واحد تزریق وصل شده و به یک نیمه قالب اجازه حرکت داده می شود. واحد چفت کننده به وسیله اعمال نیروی هیدرولیک دو نیمه قالب را در کنار هم نگه می دارد. این نیرو منجر به این می شود که ماده تزریق شده از قالب بیرون نشت نکند. زمان مورد نیاز برای بستن و چفت کردن قالب وابسته به نحوه ساخت قالب تزریق پلاستیک در ماشین قالب گیری تزریقی است. ماشین بزرگتر نیاز به نیرو و زمان بیشتری برای چفت کردن قالب دارد. ماده پلاستیک خام به درون ماشین قالب گیری تزریقی تغذیه شده و به وسیله واحد تزریق به درون قالب تزریق پلاستیک فرستاده می شود. در مدت این فرآیند، ماده به وسیله گرما و فشار ذوب می شود. پلاستیک ذوب شده سپس به سرعت درون قالب تزریق شده و فشار ایجاد شده ماده را فشرده کرده و در جای خود نگه می دارد. محاسبه دقیق زمان تزریق به دلیل فرآیند پیچیده و متغیر سیلان کار سختی است. با این وجود، می توان به وسیله حجم ماده تزریق شده، فشار و نیروی تزریق زمان تزریق را تخمین زد. پلاستیک ذوب شده درون قالب تزریق پلاستیک به محض تماس با سطح درونی قالب، شروع به انجماد می کند. با شروع انجماد پلاستیک، ماده تزریق شده شکل قطعه نهایی را به خود می گیرد. ممکن است که حین انجماد حفرات انقباضی در ساختار قطعه به وجود بیاید. افزایش اعمال نیرو در این مرحله احتمال بروز این نوع حفرات را کم می کند. تا اتمام زمان سرمایش قالب تزریق پلاستیک باز نمی شود. زمان سرمایش را می توان از روی خواص ترمودینامیک پلاستیک و حداکثر ضخامت دیوار تعیین کرد. بعد از گذشت زمان کافی، قطعه سرد شده به وسیله سیستم بیرون انداز از قالب بیرون انداخته می شود. ساخت قالب تزریق پلاستیک به گونه ای انجام می شود سیستم بیرون انداز به نیمه پشتی قالب وصل شود. وقتی قالب تزریق پلاستیک باز می شود، مکانیسمی برای اعمال نیرو به منظور بیرون کشیدن قطعه از قالب فعال می شود. این نیرو به این دلیل اعمال می شود که به دلیل انقباض حین سرد شدن احتمال چسبیدن قطعه به قالب وجود دارد. به منظور سهولت بیرون انداختن قطعه، قبل از تزریق ماده ای به درون حفرات قالب پاشیده می شود می شود. بعد از بیرون افتادن قطعه، قالب تزریق پلاستیک برای تزریق بعدی آماده می شود. بعد از پایان چرخه، قطعه تولید شده نیاز به پردازش نهایی دارد. حین سرمایش، ماده درون راهگاه های قالب، به طور محکم به قطعه می چسبد. این ماده اضافه همراه با هر پلیسه که ایجاد می شود، بایستی از قطعه حذف شود. این بخش های اضافه، در مورد اغلب پلیمر های ترموپلاستیک قالب بازیابی و برگشت به فٰرآیند تزریق را دارند. در رابطه با مواد ترموست، ساخت قالب تزریق پلاستیک بایستی به گونه ای انجام شود که حداقل دورریز ایجاد شود.
هزینه ساخت قالب تزریق پلاستیک

اجزای ساخت قالب تزریق پلاستیک
واحد تزریق

واحد چفت کننده

قالب تزریق پلاستیک


فرآیند ریخته گری در قالب تزریق پلاستیک
مرحله قالب گیری
مرحله تزریق
مرحله سرمایش
مرحله بیرون اندازی










4 Comments
سلام
من یه سری تجهیزات آشپزخونه میخوام طراحی کنم. ولی نمیدونم که ساخت قالب تزریق پلاستیک منطقی تره یا پرینت سه بعدی.
اگه جفت این خدمات رو انجام میدید ممنون میشم یه مقایسه ای بکنید برای من
سلام دوست عزیز
علاوه بر ساخت قالب تزریق پلاستیک ، خدمات پرینت سه بعدی هم توسط فرمت ارائه میشن و می تونید برای کسب اطلاعات بیشتر و سفارش این خدمت به لینک زیر مراجعه کنید:
پرینت سه بعدی
در ضمن به منظور کسب اطلاعات بیشتر در مورد ساخت قالب تزریق پلاستیک و خدمات مشابه با شماره زیر تماس بگیرید.
0
شما تولید قطعات پلاستیکی به روش قالبInjection Molding انجام میدین؟
سلام، بله انجام میشه، لطفا با این شماره برای اطلاعات بیشتر تماس بگیرید.
09960666468
02166090490