فرمت
محل ارائه خدمت: تهران
شماره تماس: 02191303797


محل ارائه خدمت: تهران
شماره تماس: 02191303797

محل ارائه خدمت: تهران
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: تهران
شماره تماس:
[UAS_loggedin]
مشاهده
محل ارائه خدمت: اصفهان
شماره تماس:
[UAS_loggedin]
مشاهده
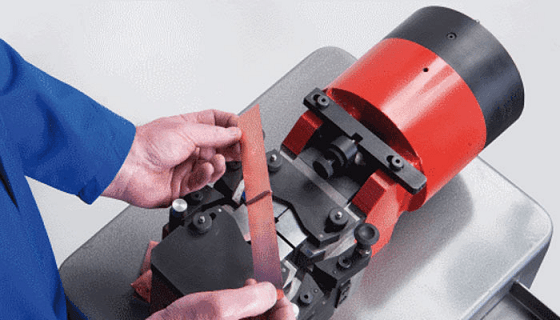
جوشکاری FSW (friction stir welding) یکی از زیر شاخه های جوشکاری اصطکاکی و یک فرایند جوشکاری غیر ذوبی است. جوشکاری FSW با نام های جوشکاری اصطکاکی اغتشاشی ، جوشکاری همزن اصطکاکی و جوشکاری اصطکاکی تلاطمی نیز شناخته می شود. اتصال در جوشکاری FSW توسط ابزاری انجام می شود که بوسیله حرکت با سرعت دورانی بالا موجب گرمایش و تغییر شکل پلاستیک دو فلز می شود. دو فلز که به دمای تغییر شکل پلاستیک رسیده اند با یکدیگر ترکیب شده و اتصال داده می شوند.
در نتیجه جوشکاری همزن اصطکاکی ، جوشی با کیفیت بسیار عالی و دانه های ریز ایجاد می شود. در جوشکاری اصطکاکی اغتشاشی ، کیفیت منطقه اتصال داده شده از لحاظ خواص مکانیکی از فلزات پایه نیز بهتر است. این فرایند برای جوشکاری طیف وسیعی از آلیاژها و همچنین ترکیبات غیر همجنس آن ها استفاده می شود. از نتایج متالورژیکی مثبت جوشکاری اصطکاکی تلاطمی ، در فرایند سطحی مشابهی با نام فرایند اصطکاکی اغتشاشی یا FSP نیز استفاده می شود. در این فرایند، سطح آلیاژ دارای دانه های ریز هم محور شده و سختی بیشتر و مقاومت به سایش و خستگی بهتری پیدا می کند. در جوشکاری FSW ، یک ابزار غیر مصرفی با سرعت دورانی بالا و با اعمال نیروی عمودی وارد ماده می شود. عمق ورود معمولا به حدی است که شانه ابزار با قطعه مماس شود. در اثر چرخش ابزار حرارت اصطکاکی لازم جهت رسیدن به شرایط ترمومکانیکی مناسب برای حصول حالت سیلان پلاستیک ایجاد می شود. پس از رسیدن به این شرایط، ابزار شروع به حرکت دورانی می کند، تا فرایند در امتداد مدنظر انجام شود. حرکت چرخشی ابزار و گرمای ناشی از اصطکاک سبب تولید حرارت و افزایش شکل پذیری مواد اطراف پین ابزار می شود. حرکت انتقالی ابزار سبب انتقال مواد از جلوی پین به پشت آن و اتصال دهی می شود. حرکت انتقالی ابزار سبب این می شود که در دو سمت خط اتصال جوشکاری اصطکاکی اغتشاشی دو منطقه نامتقارن وجود داشته باشد. 1-سمت پیش رونده ، که در آن سمت حرکت دورانی ابزار هم جهت حرکت انتقالی آن است. 2-سمت پس رونده ، که در آن سمت حرکت دورانی ابزار در خلاف جهت حرکت انتقالی آن است. بدیهی است که نحوه سیلان ماده و کیفیت سطح قطعه پس از انجام فرایند جوشکاری اصطکاکی اغتشاشی به انتخاب بهینه متغیرهای فرایندی وابسته است. لذا شناخت این متغیر ها و آگاهی از تاثیرات هر یک بر فرایند، لازمه دستیابی به بهترین کیفیت جوشکاری است. نسبت به فرایندهای جوشکاری ذوبی ، اتصالات انجام شده با روش جوشکاری FSW خواص مکانیکی و تست خوردگی بسیار بهتری دارند، روش های جوشکاری ذوبی مثل جوشکاری آرگون در مقایسه با جوشکاری اصطکاکی اغتشاشی ، اعوجاج و تنش پسماند بیشتری ایجاد می کنند. بنابراین در جوشکاری اصطکاکی اغتشاشی ، هزینه های مربوط به عملیات حرارتی و مکانیکی بعد از اتصال دهی وجود ندارند. همچنین به دلیل نبود مواد مصرفی مثل سیم جوش ، هزینه های حین فرایند جوشکاری FSW محدود به مصرف برق و اپراتور فرایند است. حتی می توان جوشکاری همزن اصطکاکی را به صورت کاملا مکانیزه و بدون دخالت دست انجام داد. متغیرهای اصلی در فرایند جوشکاری FSW تلاطمی شامل موارد زیر هستند. در جوشکاری FSW ، افزایش سرعت چرخش ابزار موجب افزایش حرارت می شود، زیرا حرارت اصطکاکی بیشتری تولید شده و باعث اغتشاش و اختلاط بیشتر مواد می گردد. اصطکاک بین سطح ابزار و قطعه کار، میزان حرارت ایجاد شده در جوشکاری اصطکاکی اغتشاشی را تعیین می کند. سرعت خطی ابزار علاوه بر ایجاد سیلان ماده، به نوعی بیانگر زمانی است که ماده در طول آن تحت جوشکاری اصطکاکی تلاطمی قرار می گیرد. افزایش سرعت دورانی و کاهش سرعت خطی در جوشکاری همزن اصطکاکی باعث افزایش حرارت ورودی و افزایش دمای نواحی اطراف ابزار می شود که در این حالت نیروهای اعمال شده از جانب ابزار به قطعه کاهش می یابند. به دلیل افزایش مقدار حرارت اصطکاکی که در واحد زمان به نواحی مجاور ابزار می رسد، منطقه حرارت دیده وسعت می یابد. افزایش وسعت منجر به افزایش تنش های پسماند و کاهش سختی و استحکام در این نواحی می شود. در جوشکاری FSW ، زاویه ابزار میزان انحراف آن از نرمال صفحه قطعه کار است. زاویه ابزار هنگامی مناسب است که اختلاط و انتقال مواد را از جلوی ابزار به خوبی انجام دهد و بهترین خواص مکانیکی ممکن حاصل شود. طبق بررسی های مختلف انجام شده، زاویه ابزار مناسب برای تحقق این امر بین 0 تا 3 درجه است. در جوشکاری FSW میزان فرورفتگی ابزار داخل قطعه برای انجام مناسب فرایند بسیار حائز اهمیت است. فرورفتگی پین به ارتفاع پین بستگی دارد. اگر عمق فرورفتگی کم باشد شانه ابزار با قطعه تماس پیدا نکرده و لذا قادر به حرکت دادن مواد تلاطم یافته از جلو به عقب نخواهد بود و در نتیجه شیار سطحی یا حفره ممتد داخلی پس از انجام فرایند باقی خواهد ماند. اگر عمق فرورفتگی زیاد باشد، شانه کار به داخل سطح ماده فرورفته و پلیسه ایجاد خواهد شد. ابزار جوشکاری FSW معمولا از دو بخش شانه و پین تشکیل شده است. هندسه ابزار کلیدی ترین نقش را در ایجاد سیلان مناسب در ماده دارد. طراحی ابزار از مهم ترین متغیرهای فرایند است که کیفیت سطحی و خواص آن را به شدت تحت تأثیر قرار می دهد. ابزار علاوه بر تحمل دمای بالای فرایند، باید ضریب اصطکاک مناسبی داشته باشند. طول پین و قطر آن و همچنین طول شانه و قطر آن باید به صورت بهینه انتخاب شوند. گستره انتخاب قطر پین و شانه معمولا توسط ضخامت ورق محدود می شود. در جوشکاری اصطکاکی اغتشاشی ، از دیدگاه تولید حرارت، اندازه پین و شانه بسیار مهم است و شکل های طراحی و دیگر متغیرها تأثیر زیادی ندارد. در جوشکاری اصطکاکی اغتشاشی میزان همگن بودن ریزساختار و خواص حاصل به طراحی ابزار بستگی دارد. معمولا از یک شانه مقعر و پین های رزوه دار استفاده می شود. اشکال پیچیده برای داشتن جریان مناسب، اختلاط بهینه و کاهش نیروی اعمالی بکار می روند. ابزارهای با طراحی خوب در محدوده کمتری در مقایسه با ابزارهای استوانه ای، مواد را جابجا می کنند. همچنین نیروی اعمالی را کاهش داده، جریان مواد را آسان کرده و کیفیت سطحی را بهبود می دهند. استفاده از این پین ها سرعت جوشکاری اصطکاکی تلاطمی را تا 2 برابر افزایش، نیروی اعمالی را تا 20% کاهش و وسعت منطقه تحت فرایند را افزایش می دهد. استفاده از فولادهای ابزار گرم کارH1 تا H9 و تندبر نوع T و M در جوشکاری FSW آلیاژهای آلومینیوم و منیزیم مرسوم است. اما استفاده از این جنس ابزار برای جوشکاری اصطکاکی اغتشاشی بر روی فولادها امکان پذیر نیست. بنابراین برای انجام فرایند روی فولاد ، استفاده از کاربید تنگستن به همراه ترکیبات کبالت مرسوم گردید. مطالعات برای بهبود ترکیب شیمیایی و خواص مکانیکی کاربید تنگستن منجر به تبدیل شدن آن به ابزاری مناسب جهت انجام جوشکاری FSW برای فولادها گردید. کاربید های تنگستن با مخلوط کردن ذرات ریز WC با پودر کبالت ساخته می شوند. نیترید بور مکعبی چند کریستاله یکی از جدیدترین مواد به کار رفته در جوشکاری FSW است. این ماده یک ابرساینده است که سختی آن پس از الماس قرار دارد. این ماده پایداری شیمیایی عالی و مقاومت به سایش بسیار خوبی در دمای بالا دارد. این ماده تحت دما و فشارهای بالا به روش متالورژی پودر تولید می شود. ابزارهای تولیدی از این ماده برای جوشکاری اصطکاکی اغتشاشی آلیاژهای پایه نیکل، فولاد کم-کربن، فولاد منگنز دار کوئنچ تمپرشده، فولادهای کم آلیاژ استحکام بالا و انواع فولادهای زنگ نزن استفاده می شود. پیش گرمایش نیز از عوامل موثر در کیفیت جوشکاری FSW فولادها است. جوشکاری اصطکاکی اغتشاشی در اتصال دهی مواد با نقطه ذوب بالا مانند فولاد و تیتانیوم ، و یا هدایت حرارتی بالا مانند مس دارای محدودیت است. این محدودیت به این شکل است که امکان دارد حرارت ناشی از اصطکاک برای نرم کردن مواد کافی نباشد و لذا انجام فرایند با مشکل مواجه شود. در صورت بروز چنین مشکلاتی ابزار ذوب یا تخریب خواهد شد. حین جوشکاری اصطکاکی اغتشاشی ، در صورت تخریب ابزار، ذرات ریز کارببد تنگستن وارد محل اتصال شده و خواص اتصال را تحت الشعاع قرار می دهند. در این موارد، برخی عملیات حرارتی مثل پیش گرمایش یا افزودن منبع حرارتی اضافی به سیلان مواد کمک خواهد کرد. ریزساختار حاصل در جوشکاری FSW به طراحی ابزار، سرعت های دورانی و پیشروی، فشار اعمالی، زاویه ابزار و همچنین فلز پایه بستگی دارد. به طور کلی می توان نواحی ریزساختاری مختلف را بر اساس دسته بندی زیر مورد بررسی قرار داد. ناحیه بدون تغییر قسمتی از فلز پایه است که به اندازه کافی از ناحیه متلاطم دور بوده و تحت هیچگونه تغییر شکل قرار نگرفته است و حتی در اثر حرارت فرایند نیز ریزساختار و خواص آن تغییر نکرده است. در جوشکاری FSW ، این ناحیه مابین ناحیه متأثر از عملیات ترمومکانیکی و فلز پایه قرار دارد. این ناحیه تحت سیکل حرارتی قرار گرفته ولی تغییر شکل پلاستیک در آن رخ نمی دهد. این ناحیه در جوشکاری اصطکاکی تلاطمی ، تحت تغییر شکل و حرارت قرار دارد. TMAZ منطقه متلاطم را در بر می گیرد. میکرو ساختار TMAZ جوشکاری اصطکاکی تلاطمی یک ناحیه انتقالی از منطقه متاثر از حرارت به منطقه متلاطم است. این انتقال در نتیجه کاهش کرنش، نرخ کرنش و سیکل های حرارتی با افزایش فاصله از خط مرکز است. این ناحیه در جوشکاری FSW از دانه های هم محور ریز تشکیل شده است. تغییر شکل شدید پلاستیکی و حرارت ناشی از اصطکاک در حین فرایند باعث ایجاد ساختاری با دانه های ریز تبلور مجدد یافته در ناحیه متلاطم می شود. بر همین اساس به این ناحیه، ناحیه تبلور مجدد یافته دینامیکی (DXZ) نیز گفته می شود. بسته به متغیرهای فرایند، این ناحیه در جوشکاری همزن اصطکاکی می تواند شکل های مختلفی داشته باشد. قابلیت های دستگاه و جنس پین دو پارامتر بسیار مهم و تعیین کننده در قیمت جوشکاری FSW هستند. برخی دستگاه های جوشکاری اصطکاکی اغتشاشی قابلیت تنظیم دقیق میزان فرو رفتگی ابزار یا تنظیم خودکار فرایند با استفاده از داده های از پیش تعیین شده را دارند. استفاده از این دستگاه ها موجب افزایش تکرارپذیری و کیفیت اتصال خواهد شد و قیمت جوشکاری FSW را نیز بالا خواهد برد. از سوی دیگر، قیمت جوشکاری FSW تا حد زیادی بستگی به فلز تحت اتصال دارد. جوشکاری اصطکاکی اغتشاشی آلومینیوم و منیزیم فرایندی بسیار ارزان بوده و با حداقل هزینه ابزار و دستگاه قابل انجام است. جوشکاری FSW فولاد نیاز به ابزار کاربید تنگستن و دستگاه های مجهز دارد. ابزار کاربید تنگستن بسته به کیفیت ساخت به چندین نوع مختلف تقسیم می شود که پایداری حرارتی یا توان اختلاط متفاوتی دارند. استفاده از کاربید های تنگستن با کیفیت و رزوه دار معمولا قیمت جوشکاری FSW را بالا می برد اما ایجاد اتصالی با کیفیت روی انواع فولاد ها می شود. همچنین باید ذکر کرد که استفاده از کاربید تنگستن در جوشکاری آلیاژهایی که به سرعت کار سخت می شوند یا دارای اثر TRIPیا Transformation induced plasticity هستند، ممکن نیست. در این موارد حتما باید از موادی مثل نیترید بور چند کریستاله استفاده نمود که کماکان استفاده گسترده صنعتی ندارند.

فرایند جوشکاری FSW

جوشکاری FSW در مقایسه با جوشکاری ذوبی
متغیرهای جوشکاری FSW
سرعت چرخشی و دورانی ابزار جوشکاری FSW

زاویه ابزار جوشکاری FSW
میزان فرورفتگی ابزار جوشکاری FSW
هندسه ابزار جوشکاری FSW

جنس ابزار جوشکاری FSW

عملیات حرارتی در جوشکاری FSW
ریزساختار ناشی از جوشکاری FSW

فلز پایه
منطقه متاثر از حرارت جوشکاری FSW
منطقه متاثر از فرایند های ترمومکانیکال (TMAZ)
منطقه متلاطم جوشکاری FSW
قیمت جوشکاری FSW