فرمت
محل ارائه خدمت: تهران
شماره تماس: 02191303797


محل ارائه خدمت: تهران
شماره تماس: 02191303797
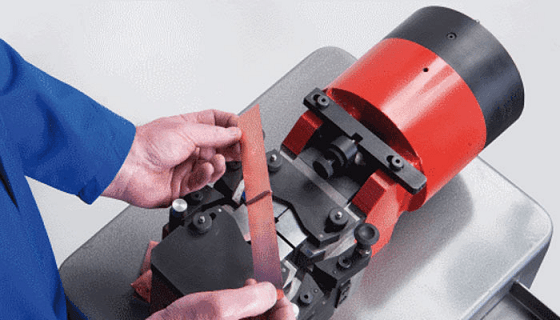
جوشکاری درزی یا resistance seam welding فرایندی در دسته جوشکاری ذوبی و از خانواده جوشکاری های مقاومتی است. در این فرایند، گرمای ناشی از مقاومت در برابر جریان الکتریکی در قطعه کار، به همراه فشار، موجب ذوب و اتصال دو قطعه می شود. مهمترین تفاوت این فرایند با جوشکاری نقطه ای ، در ممتد بودن اثر ذوب مقاومتی و قابلیت برقراری اتصال لب به لب است. لازم به ذکر است که جوشکاری مقاومتی درزی ، تحت پارامترها و با استفاده از تجهیزات خاص، می تواند جزو دسته جوشکاری حالت جامد هم در نظر گرفته شود.
در جوشکاری درزی ، لبه اتصال، به وسیله ایجاد تعداد زیادی جوش نقطه ای با فاصله یا دارای همپوشانی ایجاد می شود. همچنین می توان به جای استفاده از چندین جوش نقطه ای ، از یک جوش طولانی و یکنواخت استفاده کرد. در حالت معمول، حداقل یکی از الکترودهای جوشکاری مقاومتی درزی ، به شکل غلتک هایی ساخته می شود که قطعه کار از زیر آن گذرانده می شود. الکترود دیگر می تواند به شکل غلتک یا الکترود صاف مسی باشد. ساخت قوطی ها و مخزن ها از مهمترین کاربردهای جوشکاری مقاومتی درزی به شمار می رود. همانند جوشکاری نقطه ای ، فرایند ذوب در جوشکاری درزی نیز، وابسته به تولید گرما بر اثر مقاومت قطعه الکتریکی در برابر گذشتن جریان است. تولید گرما بر اساس معادله Q=RI2 t انجام می شود که در آن Q عبارت از گرمای تولید شده، I مقدار جریان، R مقاومت قطعه و t زمان است. بعد از اعمال جریان و ذوب شدن قطعه، جریان قطع می شود تا ادامه فرایند اتصال، به وسیله فشار الکترود صورت گیرد. چگالی جریان و فشار، بایستی به اندازه ای باشند که اتصال قابل قبولی ایجاد شود. اعمال جریان و فشار بیش از حد، موجب خروج مذاب از ناحیه اتصال و تخریب آن می شود. علاوه بر تخریب اتصال یا بروز عیب در آن، چنانچه در انتخاب این پارامترها دقت کافی لحاظ نشود، عمر الکترودها نیز کاهش می یابد. بنابراین انتخاب دقیق پارامترهای جوشکاری مقاومتی درزی از اهمیت بالایی برخودار است. جریان اعمال شده روی جوشکاری درزی ، اغلب از نوع جریان مستقیم با آمپر بالا و ولتاژ پایین است که توسط ترانسفورمر، از برق شهری تهیه می شود. در رابطه با پارامترها، یکی از بزرگترین تفاوت های بین جوشکاری درزی و نقطه ای، میزان و نحوه فشار وارده است. به طور کلی، اعمال فشار موجب کاهش اثرات ناشی از اعوجاج می شود. در صورت نبود فشار، سیکل سرمایش و انقباض و انبساط ناشی از آن، موجب تغییر حالت ورق می شود. از سوی دیگر، درون الکترود مسی، آب جریان دارد و همین مسئله، سرعت سرمایش بعد از جوشکاری را بالا می برد. در جوشکاری مقاومتی درزی ، الکترودها به طور مدام در حال حرکت هستند و بنابراین زمان اعمال فشار کافی نیست. به همین دلیل، سرمایش در جوشکاری مقاومتی درزی ، به وسیله جریان آبی انجام می شود که بلافاصله پشت سر الکترود و روی قطعه، ریخته می شود. سیکل جوشکاری درزی نیز مانند جوشکاری نقطه ای به چهار بخش تقسیم می شود: زمان فشار، زمان جوشکاری ، زمان نگه داری و زمان خاموشی. زمان خاموشی برای مواقعی استفاده می شود که فرایند جوشکاری مقاومتی درزی باید به تعداد زیادی تکرار شود. در زمان فشار، فشار اولیه ، بدون انتقال جریان، توسط الکترود به قطعه وارد می شود. در زمان جوشکاری ، الکترود جریان را به قطعه منتقل می کند و در زمان نگه داری، جریان قطع می شود و فشار تا لحظه انجماد ادامه می یابد. سپس زمانی در نظر گرفته می شود که الکترود تا اتصال بعدی سرد شود که به آن زمان خاموشی می گویند. طبق تصویر، این فرایند معمولا به سه روش انجام می شود. این روشها شامل جوشکاری درزی لبه روی هم، جوشکاری درزی خمیری و جوشکاری درزی لب به لب می شوند. جوشکاری مقاومتی درزی لبه روی هم یا lap seam welding ، پرکاربردترین روش جوشکاری مقاومتی درزی است. در این روش، ورق ها به صورت لبه هایی با اورلپ زیاد روی هم قرار می گیرند. حداقل اورلپ در نظر گرفته شده در این روش دو برابر فاصله مرکز نقطه جوش با لبه ورق است. کاربرد این روش در مصارف خودروسازی، شامل اتصالات سقفی، تانکرهای سوخت و مبدل های کاتالیستی است. همچنین تانکرهای آب و مبدل های حرارتی کوره و باقی کارکردهایی که نیاز به جلوگیری از نشت گاز یا آب دارند، به این روش اتصال داده می شوند. در این روش جوشکاری مقاومتی درزی ، از غلتک های دارای سطح گرد استفاده می شود که روی قطعه اندکی تورفتگی ایجاد می کنند. در روش جوشکاری درزی خمیری یا mash seam welding ، اورلپ ورق ها کمتر و در حدود دو تا سه برابر ضخامت ورق است. در این روش جوشکاری ، از الکترود هایی با پهنای زیاد و سطح صاف استفاده می شود و جوش به دست آمده در دسته فرایند های حالت جامد ، جای می گیرد. اتصالی که در این فرایند به دست می آید، همانند فرایند هایی مثل جوشکاری اصطکاکی ، توسط تغییر شکل پلاستیک و نفوذ ایجاد می شود. فشار و حرارت ناشی از الکترود در این فرایند ، موجب فورجینگ یا خمیری شدن لبه ها رو هم و ایجاد منطقه اتصالی 5 تا 25 درصد پهن تر از ورق اولیه می شود. به منظور بهبود پرداخت سطح ورق و کم کردن ضخامت مقطع اتصال، می توان از غلتک های نورد از جنس فولاد زنگ نزن یا کاربید استفاده کرد. لازم است که بعد از این فرایند عملیات حرارتی انجام شود. جوشکاری درزی لب به لب یا butt seam welding به دو صورت انجام می شود. در روش اول دو سر ورق هایی که لب به لب قرار داده شده اند حرارت دیده و با اعمال فشار به یکدیگر متصل می شوند. در روش دیگر از یک سیم پر کننده استفاده می شود که به یک سر ورق ها یا هر دو سر آن ها جوش داده می شود. این روش جوشکاری لب به لب ، استحکام قابل قبولی دارد، اما صرفا برای مواردی استفاده می شود که استفاده از روش های دیگر جوشکاری مقدور نباشد. در جوشکاری درزی فولادهای کم کربن، پر کربن و آلیاژي یا زنگ نزن ممکن است ساختار مارتنزیت سخت تشکیل شود. جوشکاری این فولادها نیاز به عملیات حرارتی بعد از اتصال دهی دارد. حتی ممکن است در کاربردهای حساس ، قطعه اتصال داده شده نیاز به تمپرینگ فولاد داشته باشد تا سختی و تردی آن کاهش یابد. آلومینیوم و آلیاژهای آلومینیوم قابلیت جوشکاری مقاومتی درزی لب به لب دارند ولی قابل اتصال دهی به روش خمیری نیستند. جوشکاری مقاومتی درزی مس و آلیاژهای آن اغلب انجام نمی شود. جوشکاری درزی بر خلاف جوشکاری نقطه ای ، روش پرکاربرد و معمولی نیست. و به علت گرانتر بودن تجهیزات، قیمت جوشکاری درزی در مقایسه با این روش ها بیشتر است. در استفاده های خاصی که از جوشکاری درزی می شود، کیفیت بیشتر از هزینه مطرح است. اغلب مشتریان این روش جوشکاری حاضر به پرداخت قیمت بالای جوشکاری درزی ، برای بهبود کیفیت اتصالات خود هستند. این دسته کاربردهای خاص شامل جوشکاری مخزن یا جوشکاری لوله و به طور کلی مصارفی می شود که باید در برابر آب یا گاز کاملا عایق شوند. لازم به ذکر است که با وجود کاربردهای محدود و هزینه نسبتا بالای تجهیزات، نبود موارد مصرفی (به جز در شرایط خاص) موجب پایین آمدن نسبی قیمت جوشکاری درزی در رابطه با هزینه های جاری فرایند می شود.
فرایند جوشکاری درزی


سیکل جوشکاری درزی
روش های جوشکاری درزی

جوشکاری درزی لبه روی هم
جوشکاری درزی خمیری
جوشکاری درزی لب به لب

جوشکاری درزی آلیاژهای مختلف

قیمت جوشکاری درزی