فرمت
محل ارائه خدمت: تهران
شماره تماس: 02191303797


محل ارائه خدمت: تهران
شماره تماس: 02191303797


محل ارائه خدمت: اصفهان
شماره تماس:
[UAS_loggedin]
مشاهده

محل ارائه خدمت: کرج
شماره تماس:
[UAS_loggedin]
مشاهده
تست التراسونیک (Ultrasonic testing) یکی از چندین روش آزمون غیرمخرب است که در آن با فرستادن امواج فراصوت به قطعه مورد نظر ، عیوب سطحی و زیرسطحی ماده مشخص می شود. تست اولتراسونیک به دلیل مقرون به صرفه بودن آزمون ، قدرت بالای نفوذ امواج فراصوت، حساسیت بالای تجهیزات و سرعت عمل بالای آن مورد توجه قرار گرفته است.
تست التراسونیک بر پایه امواج فراصوت است که این امواج توسط مبدل تولید می شوند. لازم به ذکر است که این امواج خارج از محدوده شنوایی انسان است. در تست اولتراسونیک ، امواج تولید شده به درون قطعه فرستاده می شوند و سپس منعکس می شود. سیگنال در صورت عدم برخورد با عیب، در زمان مشخصی به محل اولیه برمی گردد و در صورت برخورد سیگنال با عیب، بازتاب زودتر انجام می شود. به این ترتیب، به کمک این مکانیزم عیوب سطحی و زیرسطحی قطعات تولید شده با روش های کشش ، نورد، فورج، اکستروژن و … را شناسایی کرد.

تست التراسونیک UT
در تست التراسونیک UT پروب ارسال کننده سیگنال فراصوت ، تمام سطح قطعه مورد نظر را اسکن می کند. لازم به ذکر است که در خدمات التراسونیک ، از ژل های مخصوص برای بهبود شرایط ارسال و دریافت سیگنال استفاده می شود. در واقع، عمق و اندازه عیب قطعات تولید شده از زمان و شدت سیگنال بازتابی تخمین زده می شود. به گونه ای که، بیشترین میزان سیگنال بازتابی نشان دهنده محل دقیق هر عیب است.
نتیجه تست التراسونیک UT به این صورت است که در آشکارساز یک پالس اولیه مشاهده می شود که نشان دهنده ی سطح قطعه می باشد. یک پالس هم در انتها تشکیل می شود که نشان دهنده ی سطح انتهایی قطعه است. اگر میان پالس ابتدایی و انتهایی پالس های دیگری تشکیل شود، نشان دهنده ناپیوستگی و عیب در قطعه مورد نظر می باشد.

اساس کار تست اولتراسونیک
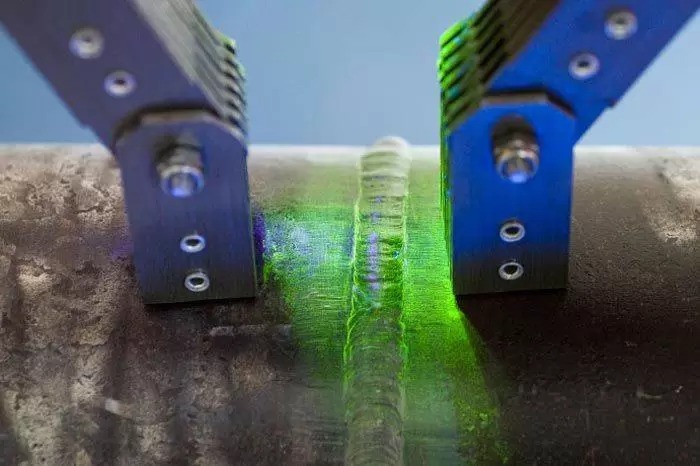
تست التراسونیک جوش یکی از روش های بازرسی فنی جوشکاری است که از آن برای تشخیص ناپیوستگی و گسستگی های داخلی و نقشه برداری خوردگی استفاده می شود. لازم به ذکر است که قدرت نفوذ در تست التراسونیک جوش بسیار بالاتر از تست رادیوگرافی rt است و گاهی مشاهده شده است که می تواند عیوب تا عمق 5 متر را در فولاد شناسایی کند.
لازم به ذکر است که امواج صوتی به طور کامل از فصل مشترک فلز-گاز منعکس می شود، در حالی که در فصل مشترک های فلز-مایع و یا فلز-جامد تنها بخشی از امواج منعکس می شود. در تست التراسونیک جوش عیوبی مانند ترک ها ، حفره ها، ذوب ناقص و منافذ شبیه به فصل مشترک فلز-گاز عمل می کنند و به راحتی قابل تشخیص هستند.

تست التراسونیک جوش
از تست التراسونیک جوش برای جوگیری از شکست های احتمالی در محورهای چرخ قطار ، غلتک های نورد، خطوط لوله جوش در نیروگاه ها، مخازن نازل ها، تجهیزات حمل و نقل و … استفاده می شود.
به طور کلی، تست التراسونیک فرآیند مقرون به صرفه ای است و معمولا هزینه اولتراسونیک به صورت ساعتی محاسبه می شود. هزینه التراسونیک به هندسه قطعه مورد نظر و اینکه این تست به چه هدفی انجام می شود ، بستگی دارد. به عنوان مثال، متناسب با اینکه تست انجام به هدف بررسی خوردگی، بررسی جوش و یا تعیین ضخامت باشد، هزینه اولتراسونیک می تواند متغیر باشد. همچنین، سایز و پیچیدگی قطعه مورد نظر روی هزینه اولتراسونیک تاثیر می گذارد.
با به کارگیری خدمات التراسونیک می توان ضخامت قطعه ، ضخامت لایه اکسیدی، مراکز تمرکز تنش و … را مشخص نمود. همچنین، تست التراسونیک UT مانند سایر روش های کنترل کیفیت مانند تست رادیوگرافی RT ، تست جریان گردابی و … در شناسایی عیوب داخلی قطعات مانند حفره ها ، ترک ها و … به کار می رود.

خدمات التراسونیک
خدمات التراسونیک به دلیل کارایی آن برای بسیاری از مواد مختلف ، در طیف وسیعی از صنایع استفاده می شود. تست التراسونیک UT برای بازرسی ساختارهای متراکم و کریستالی مانند فلزات استفاده می شود. سرامیک ها، پلاستیک ها، کامپوزیت ها و بتن نیز می توانند بازرسی شوند اما وضوح کمتر است، زیرا استهلاک در این مواد بیشتر است. همچنین، به کمک تست اولتراسونیک می توان اجسام و قطعات پیچیده جوشکاری شده را به صورت حجمی روبش کرد و موقعیت، ماهیت، اندازه و شکل عیوب موجود را با دقت بالایی شناسایی کرد.
روش های تست التراسونیک UT بر اساس اینکه موج صوتی از محیط قطعه جوش عبور کرده یا بخشی از آن بازتاب شده است ، به چند روش مختلف تقسیم می شود که در ادامه به توضیح هر یک از این روش ها پرداخته شده است.
در روش عبوری تست اولتراسونیک از دو دستگاه فرستنده و گیرنده امواج استفاده می شود که یکی از آن ها نقش فرستادن موج صوتی به یک طرف قطعه و دیگری، گرفتن موج در طرف مقابل آن را دارد. در این روش، موج به صورت ضربه ای (پالسی) و یا پیوسته به داخل قطعه فرستاده می شود. لازم به ذکر است که در روش عبوری، دامنه شدت یا فشار موج صوتی عبور کرده از قطعه اندازه گیری می شود.

روش عبوری
روش عبوری تست التراسونیک عمدتا برای بررسی قطعات با ضخامت کم ، آنالیز ریزساختاری و بررسی گرافیت در چدن خاکستری و نحوه پراکندگی آن ها در قطعه استفاده می شود. از آنجایی که در این روش به دو دستگاه فرستنده و گیرنده نیاز است، در نتیجه هر دو طرف قطعه باید در دسترس باشد. همچنین، باید توجه شود که دو سطح قطعه مورد بررسی در این روش باید موازی باشند. در غیر این صورت، تست می تواند دچار مشکل شود.
در روش تست التراسونیک UT ، از موج صوتی بازتاب شده برای بررسی قطعات جوش استفاده می شود. در این روش امواج فراصوت با پالس های کوتاه مدت از طریق دستگاه فرستنده، به داخل قطعه مورد نظر ارسال می شود. اگر سطح مرزی عیب عمود بر جهت انتشار موج باشد، موج بازتاب شده در همان امتداد به مبدا خود برگشته و توسط همان دستگاه فرستنده که اکنون به عنوان دستگاه گیرنده می کند، دریافت شده و به پالس الکتریکی تبدیل می شود.

روش انعکاسی
لازم به ذکر است که در این روش برای انتقال پالس های امواج صوتی به درون قطعه مورد نظر، از لایه بسیار نازک روغن (مانند گلیسیرین) استفاده می شود. همچنین، حساسیت روش انعکاسی به فواصل زمانی پالس ها بستگی دارد. به عنوان مثال، اگر ضخامت قطعه مورد نظر بسیار کم باشد، باید فاصله زمانی بین پالس اول و دوم بسیار کوتاه باشد. در غیر این صورت، تشخیص پالس ناشی از عیوب قطعه امکان پذیر نیست.
روش انعکاسی تست اوتراسونیک نسبت به روش عبوری از حساسیت بالاتری برخوردار است و به کمک آن، محل نقص جوش به طور دقیق مشخص می شود. همچنین، در دسترس بودن یک سمت قطعه برای بهره گیری از این روش کافی می باشد.
در روش غوطه وری، قطعه مورد بررسی به طور کامل در مخزنی از مایع (معمولا آب) غوطه ور می شود. در تست التراسونیک جوش توصیه می شود که موج صوتی از فاصله ای بیشتر از ضخامت قطعه مورد نظر به داخل آن ارسال شود. زیرا این امر از تداخل امواج بازتاب شده جلوگیری می کند.
phased array روش جدیدتری برای انجام تست التراسونیک محسوب می شود که علت پیدایش آن ، اقتصادی تر بودن بازرسی قطعات با این روش است. چراکه زمان بازرسی با استفاده از این روش کاهش می یابد. روش معمول تست اولتراسونیک نیازمند چندین بار حرکت فرستنده روی سطح قطعه است که همین امر ، سبب زمان بر شدن روبش و کاهش سرعت انجام تست می شود.

اولتراسونیک phased array
سرعت روش phased array به طور قابل توجهی بالاتر از روش التراسونیک معمول است که از این روش به طور گسترده در بازرسی مخازن تحت فشار و خطوط انتقال نفت و سیالات استفاده می شود.