جوشکاری حالت جامد یا جوشکاری غیر ذوبی شامل تمامی فرایندهایی میشود که عمل اتصال دهی را بدون حضور فاز مایع و فرایند انجماد انجام میدهند. این طبقه بندی شامل طیف وسیعی از فرایندهای اتصال دهی با مکانیسم های مختلف میشوند. از بین مکانیسم های متفاوت جوشکاری حالت جامد میتوان به مکانیسم سرد فشاری ، مکانیسم گرم سر به سر مانند جوشکاری فورجینگ و مکانیسم نفوذی اشاره کرد. غالب این فرایندها از کرنش و/یا گرمای اعمالی برای انجام اتصال دهی استفاده می کنند. متالورژی بسیاری از این فرایندها بر پایه پیوند یا نفوذ بین اتم های دو فلز در دمایی پایینتر از دمای ذوب است.
بیشترین کاربرد جوشکاری حالت جامد ، در اتصال قطعاتی است که نیاز به خواص متفاوتی در بخش های متفاوت قطعه دارند. برای مثال، مبدل های حرارتی نیاز به اتصال فولادهای زنگ نزن ناهمجنس دارند، به این دلیل که شرایط خوردگی در هر بخش مبدل با بخش دیگر متفاوت است. جوشکاری ذوبی برای تمام ترکیبات فولادها قابل انجام نیست چون ممکن است اتصال ایجاد شده دارای مشکلات متعددی باشد. بنابراین در این اتصال ها از جوشکاری حالت جامد استفاده میشود.
در ادامه به صورت خلاصه به برخی از فرایندهای پرکاربرد جوشکاری حالت جامد پرداخته میشود.
جوشکاری اصطکاکی
در این فرایند جوشکاری حالت جامد ، بخش های انتهایی دو قطعه، یک قطعه استوانه ای چرخان و یک قطعه ثابت، به یکدیگر پرس میشوند. قطعه در حال چرخش میتواند مستقیما به موتور و سه نظام متصل شود که در اینصورت، اعمال نیرو تا زمان پایان اتصال ادامه می یابد. در برخی موارد نیز قطعه به چرخ لنگر وصل میشود، اعمال نیرو پیش از شروع اتصال متوقف شده و چرخش به وسیله نیروی اینرسی چرخ ادامه می یابد. به فرایند دوم جوشکاری حالت جامد ، جوشکاری اینرسی نیز میگویند. نیروی اصطکاک بین سطوح در تماس بین دو قطعه، به دلیل وجود لغزش با سرعت بالا و فشار زیاد، منجر به افزایش دمای سطحی میشود. افزایش دما به همراه اعمال فشار، منجر به خروج اکسیدهای سطحی از ناحیه اتصال و انجام جوشکاری اصطکاکی میشود.

جوشکاری اصطکاکی
این فرایند جوشکاری حالت جامد ، توانایی اتصال دهی قطعات ساخته شده فلزات همجنس و ناهمجنس با قطری حدود 10 سانتیمتر را دارد. سرعت فرایند بسیار زیاد است و بنابراین برای انواع حجم های تولید متفاوت قابل استفاده است. در این فرایند جوشکاری حالت جامد ، هدررفت مواد بسیار کم، استحکام اتصال در حد فلز پایه و سطح اتصال بسیار تمیز است. البته در جوشکاری غیر ذوبی به این روش، باید در انتخاب پارامترهای اتصال دقت مناسبی به خرج داد و از فلزاتی استفاده نمود که انعطاف پذیری قابل قبولی داشته باشند.
جوشکاری اصطکاکی اغتشاشی
در فرایند جوشکاری حالت جامد جوشکاری FSW ، به منظور اتصال دهی دو قطعه، آن ها را در دمای بسیار بالا تحت کرنش های بسیار شدید قرار میدهند تا مواد، به اصطلاح پلاستیک بشوند. به این منظور از یک ابزار استوانه ای چرخان استفاده میشود که به قطعه اعمال نیرو میکند و حرارت اصطکاکی ایجاد میکند. بعد از اعمال نیروی اولیه و نرم شدن فلزات به دلیل گرما، قطعه استوانه ای به درون فصل مشترک دو قطعه وارد میشود. بعد از وارد شدن کامل پین به درون قطعه، شانه ابزار وظیفه اعمال حرارت از طریق اصطکاک را ایفا میکند. سپس حرکت قطعه در راستای فصل مشترک آغاز شده و حرکت چرخشی پین، مواد فلزی را از یک سمت اتصال به سمت دیگر اتصال هدایت میکند.
جوشکاری اصطکاکی اغتشاشی
این فرایند جوشکاری حالت جامد ، به منظور جوشکاری آلومینیوم توسعه یافته است، اما به منظور جوشکاری همجنس و ناهمجنس آلیاژ های دیگر نیز استفاده میشود. در این فرایند، منطقه متاثر از حرارت و اعوجاج بسیار محدودی ممکن است به وجود بیاید که کمتر از فرایندهای جوشکاری ذوبی است. به دلیل برخی خصوصیات متالورژیکی این فرایند جوشکاری حالت جامد ، ساختار منطقه اتصال بسیار ریزدانه است و خواص مکانیکی بسیار خوبی دارد. جوشکاری فولاد نیز با این روش جوشکاری غیر ذوبی انجام شده است، اما موجب سایش شدید پین میشود.
جوشکاری نفوذی
این فرایند جوشکاری حالت جامد ، بوسیله اعمال فشار و دمای زیاد (تا زیر دمای ذوب) به دو قطعه انجام میشود. بعد از طی مدت زمانی، اتصال فلزات پایه به علت نفوذ اتمی در فصل مشترک دو فلز انجام میشود. سطح مشترک اتصال باید صیقلی و تا حد ممکن از آلودگی و اکسید پاک شده باشد، تا پیوند نزدیک اتمی ممکن شود. در جوشکاری نفوذی ، میتوان از لایه های واسط فلزی استفاده کرد، و در برخی موارد ممکن است این لایه واسط ذوب شود. نقش لایه واسط در انجام فرایند، عبارت از کاهش دما و فشار اتصال، پر کردن حفرات و از بین بردن اکسید های سطحی است.

شماتیک جوشکاری نفوذی
اعمال فشار بوسیله پرس های هیدرولیک یا اعمال بار در محیط های کوره خلا یا گاز خنثی انجام میشود. اعمال فشار میتواند به وسیله اعمال فشار گاز یا نگه داری دو قطعه در محفظه های بسته نیز انجام شود. در صورت نگه داری قطعه در محفظه بسته، اعمال گرما موجب انبساط دو قطعه و فشار آوردن آن ها به یکدیگر میشود. محیط های کوره خلا یا گاز خنثی، بسته به اهمیت اتصال، برای اتصال دهی فلزات فعالی مانند تیتانیوم، زیرکونیم و بریلیوم استفاده میشود.
جوشکاری انفجاری
در فرایند جوشکاری حالت جامد به روش جوشکاری انفجاری ، دو قطعه با نیروی انفجار به یکدیگر متصل میشوند. کاربردهای این فرایند جوشکاری حالت جامد ، در پوشش دهی ورق ها، آستر کردن سطح داخلی لوله ها و اتصال دادن فلزات ناهمجنس به شکل بیلت و قطعات دیگر است. دو قطعه مورد اتصال، در فاصله ای کم و با زاویه در کنار یکدیگر قرار میگیرند تا بعد از انفجار، با یکدیگر برخورد کنند. فشار بالای ناشی از انفجار، لایه های آلودگی و اکسید سطحی را از سطوح اتصال خارج کرده و دو سطح، تحت تماس مستقیم فرار میگیرند. نیروی ناشی از انفجار در این روش جوشکاری غیر ذوبی ، فشاری معادل چند هزار مگاپاسکال اعمال میکند که موجب اتصال سریع دو قطعه میشود.

شماتیک جوشکاری انفجاری
جوشکاری سرد
در این روش جوشکاری حالت جامد ، اتصال دهی فقط بوسیله اعمال فشار بدون افزایش دما توسط منابع گرمایی رخ میدهد. این فرایند در دمای اتاق یا نزدیک دمای اتاق انجام میشود. آلودگی های سطحی و اکسیدها به دلیل نبود گرما، مانند روش های دیگر، به راحتی از سطح پاک نمیشوند. بنابراین تمیزکاری سطح تا حد ممکن در جوشکاری سرد ، از اهمیت بالایی برخوردار است.

جوشکاری سرد
در اتصال ورق های نازک فلزی، هنگامی که ضخامت ورق ها بر اثر اعمال فشار، تا پنجاه درصد کاهش یافت، اتصال شکل میگیرد. در این فرایند، یکی از قطعات در حال اتصال، لزوما باید بسیار چقرمه باشد، تا اتصال صورت بگیرد. اتصال قطعات کوچک و اتصال قطعات در مصارف الکترونیکی، با استفاده از فلزاتی مثل مس، آلومینیوم، نیکل و روی به این روش جوشکاری حالت جامد انجام میشود.
جوشکاری فورجینگ
جوشکاری فورجینگ ، یکی از قدیمی ترین فرایندهای جوشکاری حالت جامد است. به صورت معمول، آهنگران بعد از اعمال فلاکس هایی مثل بوراکس روی سطح اتصال بسیار داغ، با ضربات چکش دو قطعه را به یکدیگر متصل میکردند. امروزه جوشکاری فورجینگ ، تنها برای اتصال دهی لوله و میگرد انجام میشود. به اینصورت که قطعه استوانه ای به وسیله شعله یا روش های دیگر، تا حد ممکن داغ میشود. سپس به قطعه دیگر فشرده میشود تا اختلاط دو ماده و اتصال انجام شود.

جوشکاری فورجینگ
جوشکاری نوردی
این فرایند جوشکاری حالت جامد ، اغلب برای پوشش دهی یک ورق فلزی با ورقی از جنس فلزی ناهمجنس انجام میشود. فلزات (که لزوما باید سطحی تمیز داشته باشند) از بین غلتک های نورد عبور کرده و در صورت کافی بودن فشار اعمالی، به یکدیگر متصل میشوند. چنانچه هر دو یا یکی از دو ورق، چقرمه و انعطاف پذیر باشد، نیازی به اعمال گرما نیست. میتوان جوشکاری نوردی را با اعمال یک پوشش مانع روی بخشی از سطح اتصال، به صورت انتخابی انجام داد تا از اتصال تمام سطح ورق، جلوگیری به عمل بیاید. مدل های گرمایی و خنک کننده یخچال و صفحه های خورشیدی به این روش ساخته میشوند.
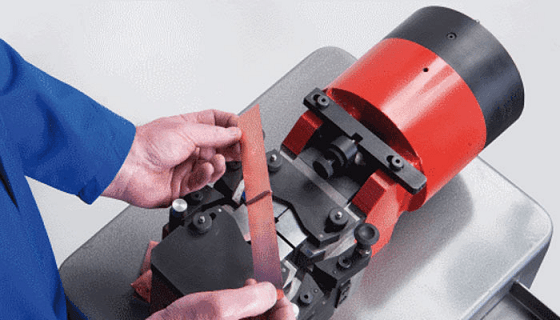
جوشکاری اولتراسونیک
در این فرایند جوشکاری حالت جامد ، دو قطعه بوسیله اعمال فشار و لرزش در فرکانس فراصوتی در جهتی موازی سطح اتصال به یکدیگر متصل میشوند. در نتیجه این لرزش فرکانس بالا (ده هزار تا دویست هزار هرتز)، سطوح اتصال داغ و پلاستیک میشوند. در ضمن، لرزش های ایجاد شده، اکسیدهای سطحی را شکسته و با حذف پوشش های سطحی و انواع آلودگی موجب در هم آمیختگی مواد میشوند.

جوشکاری اولتراسونیک
جوشکاری حالت جامد به این روش، محدود به قطعات نازک بوده و به منظور اتصال ورق، سیم و فویل انجام میشود. قطعات آلومینیومی به ضخامت 3 میلیمتر و فولادی به ضخامت یک میلیمتر به این روش متصل میشوند. طیف موادی که به صورت های همجنس و ناهمجنس با این فرایند متصل میشوند بسیار وسیع است. اتصال انواع فلز به فلز (از جمله فلزات فعال و دیرگداز)، فلز به شیشه و سرامیک و انواع پلیمر به یکدیگر با این روش جوشکاری حالت جامد انجام میشود.